
შეკრება და ტესტირება
შეკრება და ტესტირება
მინგეის ასამბლეის წინსვლა
Minghe Die Casting გთავაზობთ მოქნილ, ეკონომიურ ანაზღაურებასთან დაკავშირებულ გადაწყვეტილებებს ინტეგრირებული ქვე-ასამბლეის წარმოებით და დასრულებული წარმოებისთვის მზა ასამბლეებით.
ჩვენ MINGHE CASTING– ში გვაქვს შესაძლებლობები და ექსპერტიზა, რომ გავაკეთოთ მრავალი სახის შეკრება და ტესტირება. პროდუქტის ასამბლეა უზრუნველყოფილია უმაღლესი ხარისხის სტანდარტის შესანარჩუნებლად, აგრეთვე ეფექტური შემობრუნების დროით, დიდი რაოდენობით ასამბლეის ხაზების გამოყენებით.
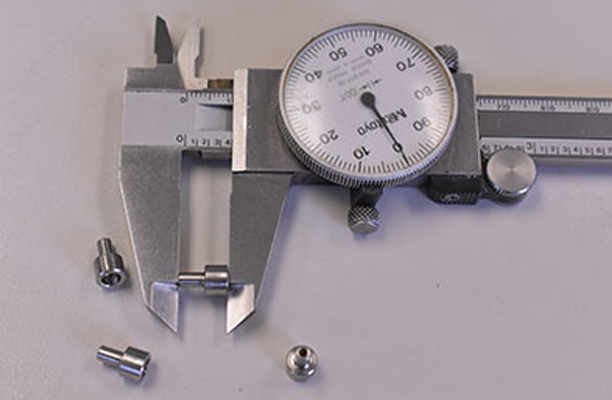
მარტივი მექანიკური აწყობისა და წნევის ტესტიდან დაწყებული, ელექტრული აწყობითა და ქსელის ანალიზატორთან ტესტირებით. ეს საშუალებას მოგცემთ შეიძინოთ მზა პროდუქტი და არა მხოლოდ კომპონენტი.
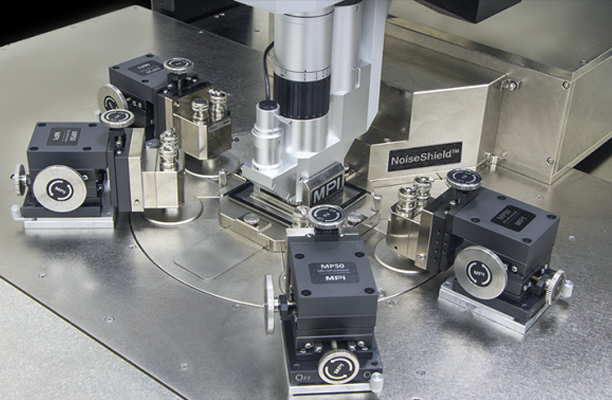
ელექტრონული საცდელი მოწყობილობა გამოიყენება სტიმულირების სიგნალების შესაქმნელად და ელექტრონული მოწყობილობებიდან პასუხის მისაღებად. ელექტრონული მოწყობილობის გამართული მუშაობის დადასტურება ან ნაკლოვანება შესაძლებელია მოწყობილობაში, რომლის მიკვლევა და შეკეთებაც შესაძლებელია. ელექტრონული საცდელი აღჭურვილობის გამოყენება აუცილებელია ელექტრონულ სისტემებზე ნებისმიერი ტიპის სამუშაოსთვის.
 |
 |
 |
 |

ჩვენი მცდელობები და ძალისხმევა უფრო მოსახერხებელი შეკრებისთვის
გჭირდებათ აპარატურის მარტივი ჩასმა ან რთული მექანიკური აწყობა, Minghe Die Casting- ს შეუძლია უზრუნველყოს თქვენი პროექტის დრო დაზოგვა, ეფექტური მომსახურება. ჩვენ ვახორციელებთ თქვენს სრულ პროექტს პროტოტიპების, კენჭისყრის ჩამოსხმის, დამუშავების, მარაგების შესყიდვებისა და აწყობისგან. ჩვენ ასევე შეგვიძლია მოვაწოდოთ ქვე-აწყობილი ნაწილების კეტტინგი თქვენი საწარმოო ხაზის და სარემონტო ნაკრებებისათვის. მცირე მექანიკური ქვედანაყოფებიდან დამთავრებული რთული ელექტრო-მექანიკური სათავსებით, ჩვენ ვაწყობთ აწყობის გადაწყვეტილებებს თქვენს ზუსტ საჭიროებებზე.
1. Die casting- ის სტრუქტურა
CNC დამუშავების ტექნოლოგიის ფართო გამოყენების შემთხვევაში, იღუპება ჩამოსხმის სტრუქტურის სირთულე. ზოგიერთი კენჭისყრის დამუშავების პროცესში პოზიციონირება და დამჭერი ძალიან რთულია და ისინი არ არის შესაფერისი მრავალჯერადი პოზიციონირებისა და დამჭერისთვის. საერთო დამუშავების ერთჯერადი ფორმირების ტექნოლოგიაა როტაცია და სამუშაო მაგიდის გადატრიალება კუთხის შესაბამისად ჰორიზონტალური ან ვერტიკალური ჰორიზონტალური კონვერტაციის მანქანათმშენებლობის ხელსაწყოსთვის, ერთდროულად დამუშავების ნაწილის ყველა სახის და ხვრელის დამუშავება და შემდეგ დააკმაყოფილეთ ნახაზის ყველა გეომეტრიული ტოლერანტობის მოთხოვნები. ნაწილი, რომელიც დაკავშირებულია პროცესის სახელურთან, ფენიანია და დაფქულია, რომ პროცესის სახელური სამუშაო ნაწილისგან გამოიყოს.
2. დამუშავების პრინციპი
სრულად ისარგებლეთ CNC დამუშავების ცენტრის მრავალკუთხოვანი და ყველამხრივი მიმართულების დამუშავების უპირატესობებით, გამოიყენეთ კარბიდის წისქვილის მახასიათებლების დამუშავება დაბალი დეფორმაციის მქონე მაღალ სიჩქარეზე და მცირე საკვებზე, გამოიყენეთ პროფილის ნაწილის ნარჩენი ნაწილი, პოზიციონირებისა და დაჭერით პროცესის სახელური და გამოიყენეთ UG პროგრამა ავტომატურად. პროგრამირების ფუნქცია უზრუნველყოფს საერთო დამუშავებული ნაწილების კონსისტენციას და ყველა მხარის კარგ ერთობას.
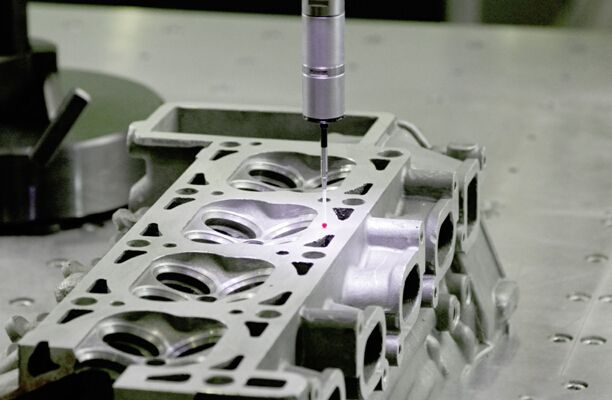
3. განხორციელების ეფექტი
ჩამოსხმის ნაწილები მიიღებენ ინტეგრალურ დამუშავებას და ერთჯერად ფორმირების ტექნოლოგიას. დიაგრამაზე ჩამოსხმის ნაწილების მასობრივი წარმოებისას, სამკოორდინირებული შემოწმების შემდეგ, ფორმისა და პოზიციის სიზუსტის სტატისტიკური მონაცემები ასეთია: K ბაზის სიბრტყის სიბრტყე ≤ 0.012 მმ, M ბაზის სიბრტყის სიბრტყე ≤ 0.01 mm, M უკანა პარალელური .0.015 მმ, φ30 მმ-ის პერპენდიკულარულობა M ფუძესთან არის ≤0.013 მმ, φ32 მმ-ის პერპენდიკულარულობა K ფუძესთან ≤0.015 მმ, φ30 მმ-ის გადაკვეთა და φ32 მმ-ის ღერძი ≤0.014 მმ. მასობრივი წარმოებისას, ნაწილების ფორმისა და პოზიციის სიზუსტე სტაბილურია და მნიშვნელოვნად გაუმჯობესებულია წარმოების ეფექტურობა.
4. გამოყენება და გაფართოება
ნაწილების ინტეგრალური დამუშავების ერთჯერადი ფორმირების პროცესის ტექნოლოგია შეიძლება გამოყენებულ იქნას არა მხოლოდ ჰორიზონტალური დამუშავების ცენტრებში, არამედ ვერტიკალურ და ვერტიკალურ – ჰორიზონტალურ – ჰორიზონტალურ გადაკეთების დამამუშავებელ ცენტრებში. დიზელის ჩამოსხმის ნაწილების დამუშავება და ფორმირება შესაძლებელია ერთ საფეხურზე ხუთ ღერძიანი დამუშავების ცენტრში, ხოლო პროცესის სახელურები ფენადება ფენებად; დიზელის ჩამოსხმის ნაწილების დამუშავება შესაძლებელია ინვერსიული ფირფიტით სამ ღერძულ დამუშავების ცენტრში. ნარჩენი პროცესის პლატფორმის მოსაცილებლად.
5. ზოგადი დამუშავების გამოყენება
ნაწილების ინტეგრალური დამუშავების ერთჯერადი ფორმირების პროცესის ტექნოლოგია ძირითადად გამოიყენება რთული პოზიციისა და დამჭერის მქონე ნაწილების დამუშავებაში. დამუშავების პროცედურები შეიძლება კომბინირებული იყოს სამუშაოს ეფექტურობის გასაუმჯობესებლად და ფორმისა და პოზიციის სიზუსტის უზრუნველსაყოფად; ის შეიძლება გამოყენებულ იქნას სიმეტრიული კონსტრუქციის ნაწილების შეწყვილებული ჭრისთვის, დამჭერის რაოდენობის შესამცირებლად, დანადგარების წარმოების ხარჯების დაზოგვაზე; შესაფერისია მაღალსიჩქარიანი და მცირე საკვების სკანირების დამუშავების ფენა-ფენაზე, ჭრის ძალა მცირეა, ჭრის სითბო მცირეა დამუშავების დროს, ხოლო გამწოვი ნაწილები არ არის დაძაბული დეფორმაციისკენ მიდრეკილი. დამუშავების ეს კონცეფცია თანდათანობით მიმდინარეობს პროდიუსერულ ქარხნებში.
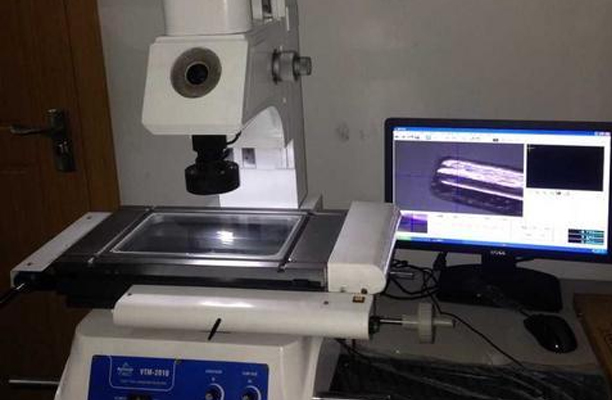
ჩვენი საზომი მოწყობილობების სია
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|